
Before you start measuring the performance of an activity, you need to know what you are trying to measure and what the objective is.
The performance of an operation is measured by the use of the most expensive resource.

I often measure the performance of operators or industrial production teams. Performance is a simple ratio: value-added time divided by total time required. The idea is to observe the operations and classify them into two categories: value-added or non-value-added.
But what is the performance of handmade production? One evening, I decided to measure the activity of a volunteer, while he was cooking an Asian style wok.
I quickly realized that I had forgotten a major detail before starting my measurement.
Which performance was I trying to measure: my process performance (getting dinner ready as soon as possible) or my operator performance (keeping my cook as busy as possible)?
What added value am I measuring?
Several steps are value-added for both my product and the operator. When the cook washes the vegetables, cuts the vegetables and meat or mixes the ingredients in the wok, the operator creates added value and the dish gains value.
When the cook rereads his recipe or waits for his pan to heat up, these are non-value added operations for the product and the operator.
On the other hand, when the cook cleans his utensils while the dish is cooking … The product gains value, but the operator brings no value to the product. We could possibly put these times in a category of incompressible time. Indeed, cooking requires cleaning, even if it does not bring direct value to the product.
However, once he finishes his dishes and waits behind the wok for the onions and peppers to cook properly, he produces no added value, while the dish gains value every second.
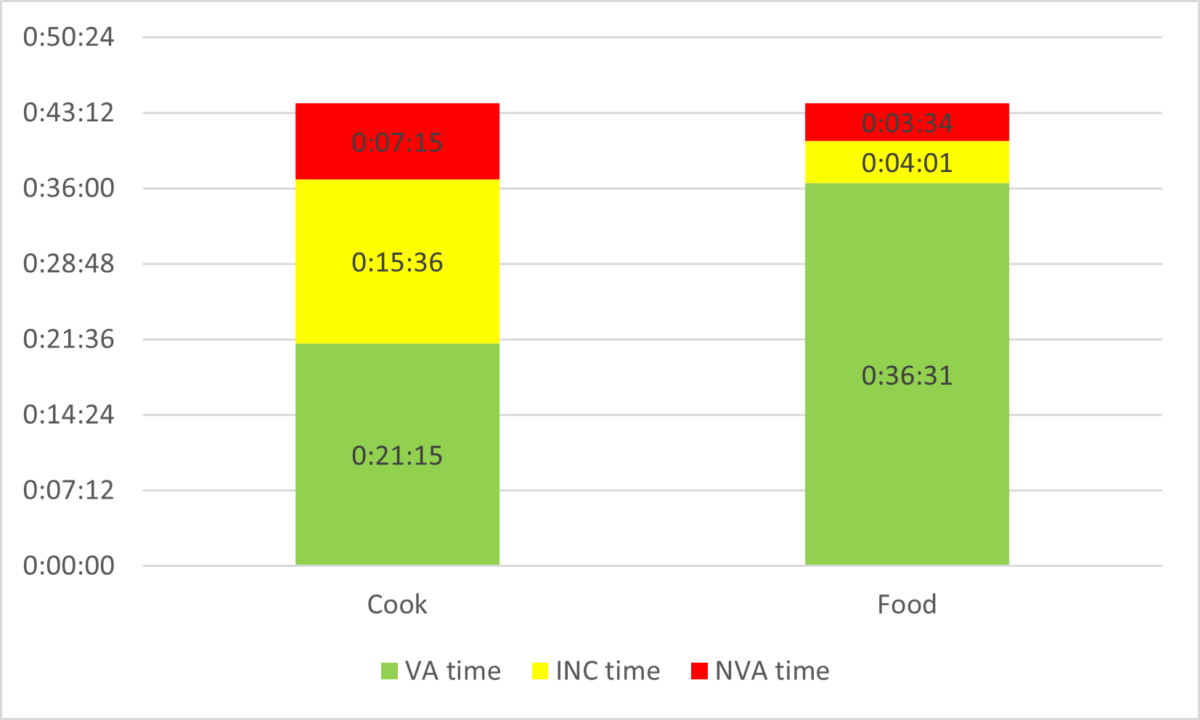
When all is said and done, my product will have had 83% of value-added operations, while my operator will have generated value for only 48% of his time. Cooking time explains the difference. Even though he washed dishes and tidied up for 35% of his time, I’m not sure that was an optimal use of his time.
What is the purpose of the measure?
In my case, the goal was to prepare my dinner quickly. A rate of 90% of added value is therefore very satisfying. On the other hand, my cook was only producing value for 60% of his time. That’s pretty low, I could have used him for other tasks during that time.
In a company, the goal may be to produce as quickly as the process allows. In this way, the machines are used to the fullest, while the workforce remains idle at any given time. On the other hand, the objective may be to make the most of the workforce. In this case, it is the machines that are not used to their full capacity.
To get the right measurements, we need to check the backlog, the availability of resources. The next step is to identify the bottlenecksand the incompressible processing time. Finally, it is important to discuss with the client what they want from the measure.